

Fabricación de prensas plegadoras CNC de alta calidade
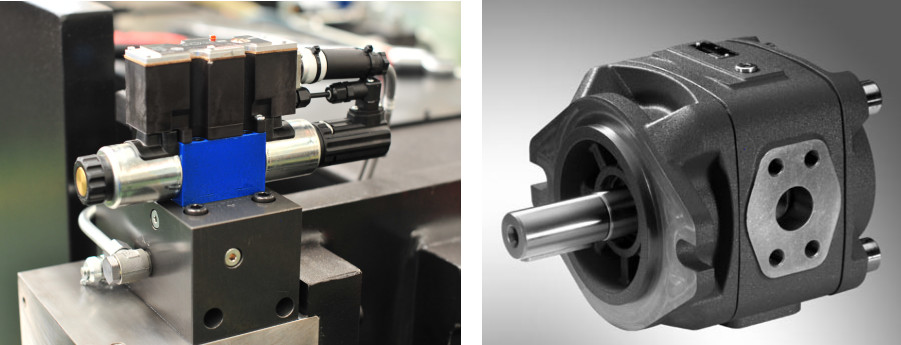
1. Adóptase un sistema electrohidráulico para controlar os cilindros dobres para obter unha alta precisión de control sincronizado, alta precisión de flexión e precisión de reposicionamento.
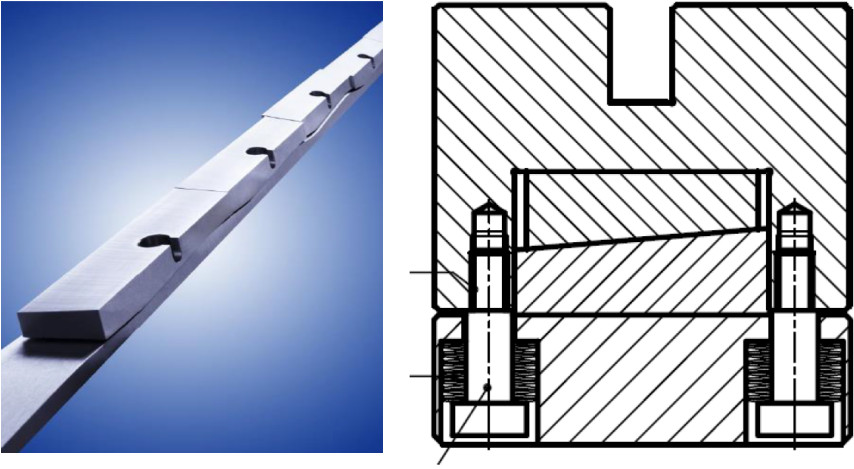
2. O sistema de compensación automática da deflexión mecánica adóptase para resolver a influencia da deformación do deslizador durante o proceso de dobrado na calidade da peza. A cantidade de compensación axústase automaticamente polo sistema CNC para facilitar a precisión.
(1) A máquina está compensada por unha estrutura de axuste bidireccional, que pode satisfacer a compensación da dirección transversal e lonxitudinal da máquina.
(2) Adóptase o método de compensación de puntos densos para que a precisión da flexión sexa máis precisa.
(3) a flexión da mesma compensación do material do grosor da placa unha vez no seu lugar, diferente da compensación hidráulica e do movemento de vaivén da estrutura, a compensación mecánica reduce en gran medida a deformación por fatiga da bancada de traballo da máquina-ferramenta, mellorando a súa vida útil;
(4) Use un redutor especial e un potenciómetro de alta precisión para controlar con precisión a exactitude da compensación.
(5) A diferenza da estrutura de tres placas da mesa de traballo de compensación hidráulica, este dispositivo adopta un deseño de mesa de traballo dunha soa placa, que pode evitar eficazmente a interferencia na flexión da peza.
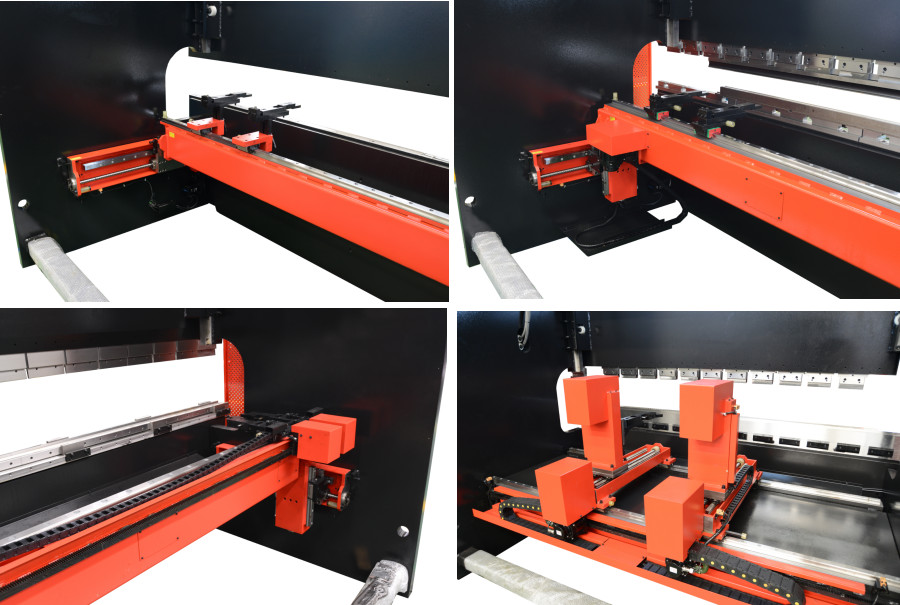
3. Tope traseiro multifuncional que se pode ampliar en 6 eixes, é dicir, os eixes X1 e X2 para adiante e atrás, os eixes R1 e R2 para arriba e abaixo e Z1 e Z2 para esquerda e dereita. A flexión da peza pódese realizar de forma flexible.
4. O marco móntase nunha soa vez despois da soldadura e procésase mediante un centro de procesamento de pentaedro CNC, o que garante a rixidez e a precisión do procesamento do marco.
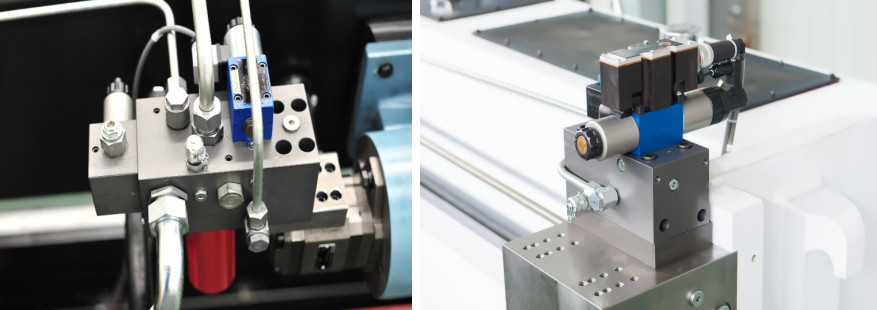
5. O sistema de control hidráulico integrado reduce a tubaxe, evitando así as fugas de aceite e mellorando a estabilidade do rendemento, ademais de embelecer o aspecto da máquina.

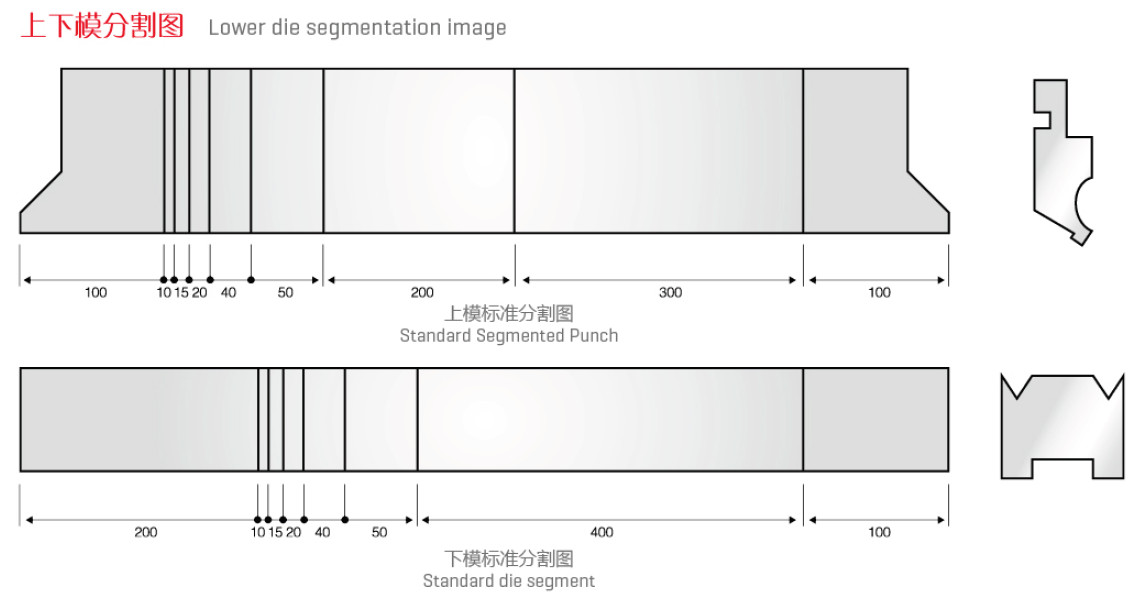
6. O punzón segmentado pódese combinar cunha determinada lonxitude segundo os requisitos de dobraxe da peza especial.
7. Pódese equipar unha suxeición automática con punzón hidráulico ou unha suxeición rápida mecánica como opción para reducir a carga de traballo e mellorar a eficiencia do traballo.

8. O sistema CNC adopta o sistema CNC Delem. Este sistema CNC conta co circuíto electrónico máis recente, pantalla TFT a cor real con alta resolución e menú multilingüe. É un sistema de control de primeira clase para máquinas de dobrar a nivel internacional.
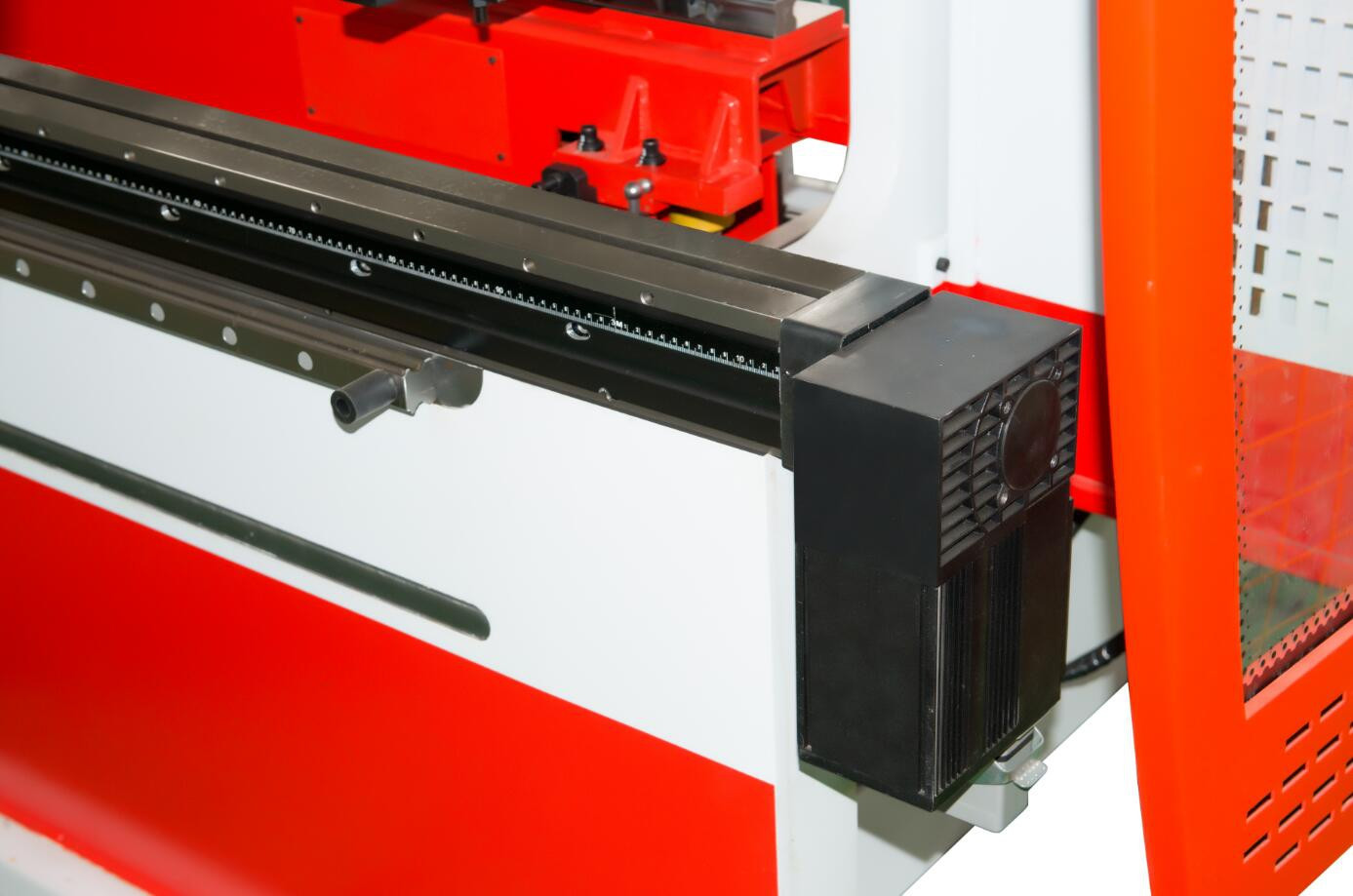
9. O dispositivo de compensación de garganta tipo C está instalado debaixo da garganta da máquina ferramenta, que está conectada co dispositivo de detección. A pequena deformación da forza de flexión non afectará á precisión da medición do sistema e pódese garantir a precisión de flexión de calquera grosor e calquera material da placa.
10. O soporte frontal e a guía do forro facilitan o movemento


Sistema de control CNC Delem DA66T con nivel internacionalmente avanzado
1. Sistema operativo WINDOWS® completo, pode realizar o apagado instantáneo da máquina;
2. Selección de varios idiomas con funcionamento cómodo;
3. Deseño de aparencia elegante con funcionamento orientado ás persoas;
4. Estrutura de módulos intelixente, o sistema pódese ampliar a 24 eixes;
5. Pantalla LCD TFT de cor verdadeira de 17 ", programación gráfica 2D;
6. PLC integrado para reducir o deseño do circuíto e aumentar a fiabilidade;
7. Porto USB para rato, porto para teclado;

8. Acumulación automática do tempo de traballo da máquina e dos tempos de dobrado;
9. Compilación automática e simulación de flexión do procedemento;
10. Zoom libre da aparencia da máquina, ferramenta e peza a unha proporción de 1:1:1 con formato gráfico;
11. Medios dixitais, gráficos e outros de programación de matrices, matriz plana, matriz de arco grande, molde con ranura en V múltiple, molde con ranura en V variable;
12, base de datos de corrección automática do ángulo, táboa de tolerancia de flexión de autoaprendizaxe e función de detección de colisións omnidireccional, eliminan os produtos residuais;
13. Sistema de alarma de erro para evitar un mal funcionamento;
14. Capacidade de memoria 1G
15. Diagnóstico remoto;
16. Software de análise especial da máquina, monitorización en tempo real;
17. O software especial de programación fóra de liña pode reducir o tempo de programación e aumentar a eficiencia;
18. sistema de xestión de ficheiros integrado, editor de texto;
19. Funcionamento en tándem;
20. O panel de operacións está equipado con parada de emerxencia, control deslizante de movemento manual e perspectiva ergonómica.
Sistema T-3500TCNC
1 Usa o sistema operativo WINDOWS en tempo real, pode realizar o apagado instantáneo;
2 tipos de opcións de idioma, pódense configurar para a interface en inglés, fáciles de operar;
3 deseño de moda, doado de operar, reflicte a orientación ás persoas;
4 estándar de catro eixes, módulos adicionais, admite ata seis eixes;
Pantalla TFT de cor verdadeira de 5,10", pantalla táctil LCD, multitáctil, programación gráfica bidimensional, pantalla 3D;
6 funcións de PLC integradas, reducen o deseño do circuíto e aumentan a fiabilidade;
7. Interface de rato USB, interface de teclado;
8 horas de traballo e tempos de dobraxe automáticos;
9, programación táctil completa con gráficos dixitais e 2D, vista 3D do proceso de dobrado, compilación automática do proceso de dobrado e simulación de dobrado;
10. A forma da máquina, o molde e a peza de traballo amplíanse libremente a escala 1:1:1 segundo os gráficos.

11, medios dixitais, gráficos e outros de programación de matrices, matriz plana, matriz de arco circular grande, molde de ranura en V múltiple, molde de ranura en V variable;
12. Sistema de alarma de erro para evitar un mal funcionamento;
13. Capacidade de memoria 1G
14. Software de análise especial da máquina, monitorización en tempo real;
15. sistema de xestión de ficheiros integrado, editor de texto;
16. Funcionamento en tándem;
17. O panel de operacións está equipado con parada de emerxencia, control deslizante de movemento manual e perspectiva ergonómica.
Prensa plegadora CNC; prensa plegadora CNC; máquina plegadora CNC; prensa plegadora hidráulica CNC; prensa plegadora CNC á venda; freo CNC; freo hidráulico de chapa metálica; máquina plegadora hidráulica CNC; prensa plegadora Accurl de freo de chapa metálica CNC á venda; freo metálico CNC; máquina plegadora de prensa; máquina de dobrar plegadora hidráulica CNC; máquina plegadora de prensa hidráulica
Sistema CNC Holland DELEM DA52
1 Usa o sistema operativo WINDOWS en tempo real, pode realizar o apagado instantáneo
2. Selección de varios idiomas con funcionamento cómodo;
3. Deseño de aparencia elegante con funcionamento orientado ás persoas;
4. Estrutura modular intelixente, o sistema pode estender os 4 eixes de forma flexible
5. Pantalla LCD TFT de 7 polgadas;
6. PLC integrado para reducir o deseño do circuíto e aumentar a fiabilidade;
7. Porto USB para rato, porto para teclado, porto RS232, porto para PLC de seguridade;
8. Acumulación automática do tempo de traballo da máquina e dos tempos de dobrado;
9. Programación dixital;
10. Programación de moldes en modo dixital;
11. A base de datos de corrección automática do ángulo;
12, sistema de aviso de erros para evitar un mal funcionamento;
13, a capacidade de memoria é de 64 MB;
14, software de análise especial, monitorización en tempo real;
15, Funcionamento en tándem;
16, o panel de operacións está equipado con parada urxente.

Sistema CNC Holland DELEM DA53
1 Usa o sistema operativo DELEM-LINUX, pode realizar o apagado instantáneo
2. Selección de varios idiomas con funcionamento cómodo;
3. Deseño de aparencia elegante con funcionamento orientado ás persoas;
4. Estrutura modular intelixente, o sistema pode estender os 4 eixes de forma flexible
5. Pantalla LCD TFT de 10 polgadas;
6. PLC integrado para reducir o deseño do circuíto e aumentar a fiabilidade;
7. Porto USB para rato, porto para teclado, porto RS232, porto para PLC de seguridade;
8. Acumulación automática do tempo de traballo da máquina e dos tempos de dobrado;
9. Programación dixital táctil;
10. Programación de moldes en modo dixital;
11. A base de datos de corrección automática do ángulo;
12, sistema de aviso de erros para evitar un mal funcionamento;
13, a capacidade de memoria é de 64 MB;
14, software de análise especial, monitorización en tempo real;
15. Sistema de xestión de ficheiros integrado, editor de texto
16, Funcionamento en tándem;
17, o panel de operacións está equipado con parada urxente.

| Non. | Descrición | Cantidade | Observación |
| 1 | Ficheiros de operacións | Un conxunto | |
| 2 | Chave de cabeza hexagonal interior | Un conxunto | |
| 3 | Pistola de graxa | Un non. | |
| 4 | Parafuso de conexión a terra | Un conxunto | |
| 5 | Parafuso de axuste | Un conxunto | |
| 6 | Control de pé | Un non. | |
| 7 | Ferramentas estándar | Un conxunto |
1. Aceite hidráulico: aceite hidráulico antidesgaste VG46# importado; e a masa de aceite requirida depende das especificacións da máquina;
2. Potencia: 380 V, 50 Hz, flutuación de tensión 10 %--5 %
3. Temperatura ambiente: 0 °C - +40 °C
4. Humidade ambiental: humidade relativa 20-80% HR (sen condensación)
5. Manter lonxe de fontes de vibracións fortes e interferencias electromagnéticas
6. Pouco po, sen gas nocivo ou corrosivo
7. Prepare a cimentación segundo o debuxo da cimentación
8. Seleccionar o persoal relativo con certa formación académica para un acordo a longo prazo como operador de máquina.
| Non. | Descrición | Cantidade | Observación |
| 1 | Ficheiros de operacións | Un conxunto | |
| 2 | Chave de cabeza hexagonal interior | Un conxunto | |
| 3 | Pistola de graxa | Un non. | |
| 4 | Parafuso de conexión a terra | Un conxunto | |
| 5 | Parafuso de axuste | Un conxunto | |
| 6 | Control de pé | Un non. | |
| 7 | Ferramentas estándar | Un conxunto |
60T
| Especificación | Unidade | PR9 060/2550 | |
| Forza máxima de flexión | KN | 600 | |
| Lonxitude máxima de curvatura | mm | 2550 | |
| Distancia da columna | mm | 2150 | |
| Profundidade da gorxa | mm | 350 | |
| Golpe do ariete | mm | 215 | |
| Altura pechada | mm | 530 | |
| Velocidade de aproximación | mm/s | 200 | |
| velocidade de traballo | mm/s | 18 | |
| Velocidade de retorno | mm/s | 200 | |
| Potencia do motor principal | Kw | 7,5 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T ou DA52S ou DA53T ou T-3500T que controla os eixes Y1, Y2, X, R, Z1, Z2 e o coroado mecánico. | ||
| Capacidade do tanque de aceite | L | 300 | |
| X Eixo | Precisión | mm | ±0,1 |
| Accidente cerebrovascular | mm | 500 | |
| Velocidade | mm/s | 400 | |
| Poder | Kw | 0,85 | |
| R Eixo | Precisión | mm | ±0,1 |
| Accidente cerebrovascular | mm | 200 | |
| Velocidade | mm/s | 200 | |
| Poder | Kw | 0,85 | |
| Z1,Z2 Eixo | Precisión | mm | ±0,1 |
| Accidente cerebrovascular | mm | 1250 | |
| Velocidade | mm/s | 1200 | |
| Poder | Kw | 0,75 | |
| Dimensión de contorno | Lonxitude | mm | 3400 |
| Largura | mm | 1400 | |
| Altura | mm | 2510 | |
100T
| Especificación | Unidade | PR9 100/3100 | PR9 100/4100 | |
| Forza máxima de flexión | KN | 1000 | 1000 | |
| Lonxitude máxima de curvatura | mm | 3100 | 4100 | |
| Distancia da columna | mm | 2700 | 3700 | |
| Profundidade da gorxa | mm | 420 | 420 | |
| Golpe do ariete | mm | 265 | 265 | |
| Altura pechada | mm | 530 | 530 | |
| Velocidade de aproximación | mm/s | 220 | 220 | |
| velocidade de traballo | mm/s | 17 | 13 | |
| Velocidade de retorno | mm/s | 220 | 150 | |
| Potencia do motor principal | Kw | 15 | 11 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T ou DA52S ou DA53T ou T-3500T que controla os eixes Y1, Y2, X, R, Z1, Z2 e o coroado mecánico. | |||
| Capacidade do tanque de aceite | L | 350 | 500 | |
| X Eixo | Precisión | mm | ±0,1 | ±0,1 |
| Accidente cerebrovascular | mm | 500 | 500 | |
| Velocidade | mm/s | 400 | 400 | |
| Poder | Kw | 0,85 | 0,85 | |
| R Eixo | Precisión | mm | ±0,1 | ±0,1 |
| Accidente cerebrovascular | mm | 200 | 200 | |
| Velocidade | mm/s | 200 | 200 | |
| Poder | Kw | 0,85 | 0,85 | |
| Z1,Z2 Eixo | Precisión | mm | ±0,1 | ±0,1 |
| Accidente cerebrovascular | mm | 1850 | 2800 | |
| Velocidade | mm/s | 1200 | 1200 | |
| Poder | Kw | 0,75 | 0,75 | |
| Dimensión de contorno | Lonxitude | mm | 3450 | 4450 |
| Largura | mm | 1600 | 1600 | |
| Altura | mm | 2750 | 2710 | |
150T
| Especificación | Unidade | PR9 150/3100 | PR9 150/4100 | |
| Forza máxima de flexión | KN | 1500 | 1500 | |
| Lonxitude máxima de curvatura | mm | 3100 | 4100 | |
| Distancia da columna | mm | 2700 | 3700 | |
| Profundidade da gorxa | mm | 420 | 420 | |
| Golpe do ariete | mm | 265 | 265 | |
| Altura pechada | mm | 530 | 530 | |
| Velocidade de aproximación | mm/s | 180 | 180 | |
| velocidade de traballo | mm/s | 11 | 11 | |
| Velocidade de retorno | mm/s | 150 | 150 | |
| Potencia do motor principal | Kw | 15 | 15 | |
| Sistema CNC | Sistema CNC Holland Delem DA66T ou DA52S ou DA53T ou T-3500T que controla os eixes X, Y1, Y2, R, Z1, Z2 e o coroado mecánico. | |||
| Capacidade do tanque de aceite | L | 440 | 600 | |
| Nº de tanques de aceite | non. | 3 | 4 | |
| X Eixo | Precisión | mm | ±0,10 | ±0,1 |
| Accidente cerebrovascular | mm | 500 | 500 | |
| Velocidade | mm | 500 | 400 | |
| Poder | kw | 0,85 | 0,85 | |
| R Eixo | Precisión | mm | ±0,10 | ±0,1 |
| Accidente cerebrovascular | mm | 200 | 200 | |
| Velocidade | mm | 200 | 200 | |
| Poder | kw | 0,85 | 0,85 | |
| Z1,Z2 Eixo | Precisión | mm | ±0,10 | ±0,1 |
| Velocidade | mm | 1200 | 1200 | |
| Accidente cerebrovascular | mm | 1850 | 2800 | |
| Poder | kw | 0,75 | 0,75 | |
| Dimensión de contorno | Lonxitude | mm | 3470 | 4470 |
| Largura | mm | 1720 | 1720 | |
| Altura | mm | 2700 | 2710 | |
PR9 060
| Non. | Nome | Modelo | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T/T-3500T/DA52S ou DA53T | Holanda DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OU YASAKAWA | |
| 3 | Servocontrolador | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OU YASAKAWA | |
| 4 | Sistema hidráulico | Sistema electrohidráulico | Bosch-Rexroth de Alemaña ou HOERBIGER de Alemaña | |
| Ensamblaxe de control de sincronización | a. válvula de presión | |||
| b. válvula activa | ||||
| c. válvula servo proporcional etc. | ||||
| conxunto de control hidráulico | a. válvula de cartucho | |||
| b. válvula de presión proporcional | ||||
| c. válvula selectora | ||||
| d. válvula de descompresión proporcional | ||||
| e. válvula de presión etc. | ||||
| 5 | Guía lineal | 35A---760L OU 35E-760L | THK ou PMI | |
| 6 | Parafuso de bólas | 25/20-1000L ou R25/20-880/1000 | THK ou PMI | |
| 7 | Bomba de aceite | PGH3-2X/016RE071VU2 | Rexroth, Alemaña | |
| 8 | Conxunto completo de aneis de selado no cilindro de aceite | PARKER dos EUA | PARKER dos EUA | |
| 9 | Conxunto completo de tubaxes de alta presión | 1.GE16 ZSR 3/4EDCF | Xunta de tubos PARKER, EO-2 dos EUA ou xunta de tubos VOSS de Alemaña | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Acoplamento | R38 25/42 | Alemaña KTR | |
| 11 | Contactor de CA | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | interruptor de proximidade | TP-SM5P2 etc. | TENDER | |
| 13 | Cable terminal | 2,5 B, 10 N do Reino Unido, etc. | Fénix | |
| 14 | Botón | XB2-BVB3LC etc. | Schneider | |
| 15 | Pintura | Holanda SIKKENS | ||
| 16 | Coroación | Marca nacional (estándar) | SREE/UNIÓN | |
| 17 | Coroación | Importado (opción) | VILA | |
| 18 | Partidario da fronte | estándar | JFY | |
PR9 100
| Non. | Nome | Modelo | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T ou DA52S ou DA53T ou T-3500T | Holanda DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OU YASAKAWA | |
| 3 | Servocontrolador | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OU YASAKAWA | |
| 4 | Sistema hidráulico | Sistema electrohidráulico | Bosch-Rexroth de Alemaña ou HOERBIGER de Alemaña | |
| Ensamblaxe de control de sincronización | a. válvula de presión | |||
| b. válvula activa | ||||
| c. válvula servo proporcional etc. | ||||
| conxunto de control hidráulico | a. válvula de cartucho | |||
| b. válvula de presión proporcional | ||||
| c. válvula selectora | ||||
| d. válvula de descompresión proporcional | ||||
| e. válvula de presión etc. | ||||
| 5 | Guía lineal | 35A-760L OU 35E-760L | THK ou PMI | |
| 6 | Parafuso de bólas | 20/25-880/1000 OU R25/20-880/1000 | THK ou PMI | |
| 7 | Bomba de aceite | PGH4-3X/032RE071VU2 | Rexroth, Alemaña | |
| IPVAP5-32 | Alemaña VOITH | |||
| HQI3-32 | Alemaña Eckerle | |||
| 8 | Conxunto completo de aneis de selado no cilindro de aceite | PARKER dos EUA | PARKER dos EUA | |
| 9 | Conxunto completo de tubaxes de alta presión | 1.GE16 ZSR 3/4EDCF | Xunta de tubos PARKER, EO-2 dos EUA ou xunta de tubos VOSS de Alemaña | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Acoplamento | R38 25/42 | Alemaña KTR | |
| 11 | Contactor de CA | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | interruptor de proximidade | TP-SM5P2 etc. | TENDER | |
| 13 | Cable terminal | 2,5 B, 10 N do Reino Unido, etc. | Fénix | |
| 14 | Botón | XB2-BVB3LC etc. | Schneider | |
| 15 | Pintura | KAILEDI | ||
| 16 | Coroación | Marca nacional (estándar) | SREE/UNIÓN | |
| 17 | Coroación | Importado (opción) | VILA | |
| 18 | Partidario da fronte | estándar | JFY | |
PR9 150
| Non. | Nome | Modelo | Marca | |
| 1 | Sistema CNC | Sistema CNC DA66T ou DA52S ou DA53T ou T-3500T | Holanda DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OU YASAKAWA | |
| 3 | Servocontrolador | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OU YASAKAWA | |
| 4 | Sistema hidráulico | Sistema electrohidráulico | Bosch-Rexroth, Alemaña | |
| Ensamblaxe de control de sincronización | a. válvula de presión | |||
| b. válvula activa | ||||
| c. válvula servo proporcional etc. | ||||
| conxunto de control hidráulico | a. válvula de cartucho | |||
| b. válvula de presión proporcional | ||||
| c. válvula selectora | ||||
| d. válvula de descompresión proporcional | ||||
| e. válvula de presión etc. | ||||
| 5 | Guía lineal | 35A-760L OU 35E-760L | THK ou PMI | |
| 6 | Parafuso de bólas | 20/25-880/1000 OU R25/20-880/1000 | THK ou PMI | |
| 7 | Bomba de aceite | PGH4-3X/032RE071VU2 | Rexroth, Alemaña | |
| IPVAP5-32 | Alemaña VOITH | |||
| HQI3-32 | Alemaña Eckerle | |||
| 8 | Conxunto completo de aneis de selado no cilindro de aceite | PARKER dos EUA | PARKER dos EUA | |
| 9 | Conxunto completo de tubaxes de alta presión | 1.GE16 ZSR 3/4EDCF | Xunta de tubos PARKER, EO-2 dos EUA ou xunta de tubos VOSS de Alemaña | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3.W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF etc. | ||||
| 10 | Acoplamento | R38 25/42 | Alemaña KTR | |
| 11 | Contactor de CA | LC1-D1810B7, LC1-D0910B7N etc. | Schneider | |
| 12 | interruptor de proximidade | TP-SM5P2 etc. | TENDER | |
| 13 | Cable terminal | 2,5 B, 10 N do Reino Unido, etc. | Fénix | |
| 14 | Botón | XB2-BVB3LC etc. | Schneider | |
| 15 | Pintura | KAILEDI | ||
| 16 | Coroación | Marca nacional (estándar) | SREE/UNIÓN | |
| 17 | Coroación | Importado (opción) | VILA | |
| 18 | Partidario da fronte | estándar | JFY | |
Prensa plegadora CNC; prensa plegadora CNC; máquina plegadora CNC; prensa plegadora hidráulica CNC; prensa plegadora CNC á venda; freo CNC; freo hidráulico de chapa metálica; máquina plegadora hidráulica CNC; prensa plegadora Accurl de freo de chapa metálica CNC á venda; freo metálico CNC; máquina plegadora de prensa; máquina de dobrar plegadora hidráulica CNC; máquina plegadora de prensa hidráulica
